Any tips/tricks that specifically applies to metalworking?? I have a few books that show examples of measuring and marking but it seems I'm going to have aquire quite the collection in rulers and other gadgets in order to do the job correctly.
I'm just trying to mount vertically my Green PCBs and have them allign with the Front panel which hasnt been a fun experience There are so many little angles,e.t.c which makes my caliper and R-Angle ruler work up to a certain extent.
There are so many little angles,e.t.c which makes my caliper and R-Angle ruler work up to a certain extent.
I do agree with Owel also about woodworking as well
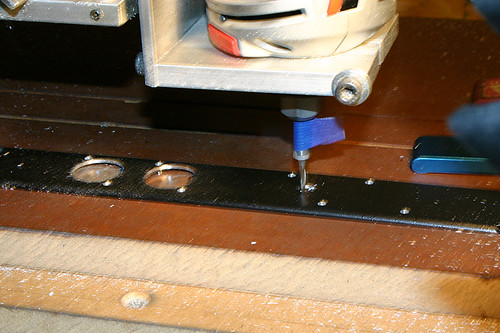
BTW going through some of these metalworking books that I have there are some DIY "jigs" for the use of making drilling/cutting easier. Any links in reference to these type of projects???
Thanks
I'm just trying to mount vertically my Green PCBs and have them allign with the Front panel which hasnt been a fun experience
There are so many little angles,e.t.c which makes my caliper and R-Angle ruler work up to a certain extent.I do agree with Owel also about woodworking as well
BTW going through some of these metalworking books that I have there are some DIY "jigs" for the use of making drilling/cutting easier. Any links in reference to these type of projects???
Thanks